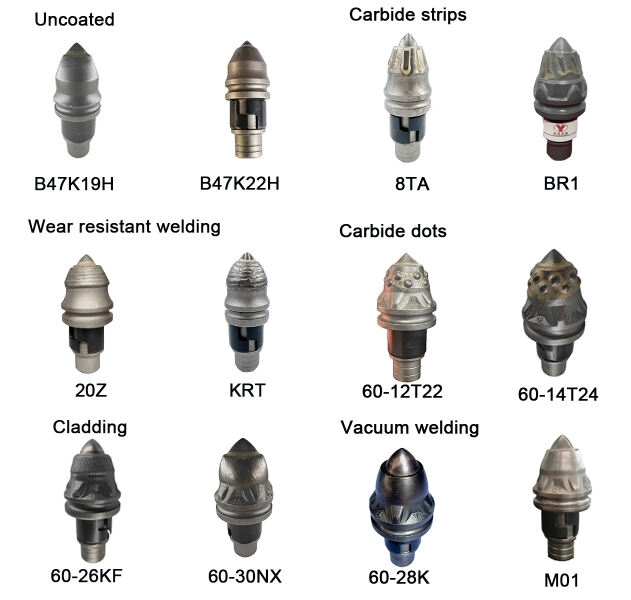
Жогорку износко чыдамдуу карбид тиштөр, көмүр казып алуу, темир рудасы жана ачык кен орундарында бургулоого арналган
Моделдин түшүндүрмөсү
| Бургу талаасынын диаметри | Серия номери (подшипниктун конструкциясы жана тыгыздаштыруу түрү) | IADC Коду | Кошумча өзгөчөлүктөр |
| 7 7/8" | YGA | 745 | ГФ |
| 6 1/4" | YF | 632 | |
| 6 3/4" | YF | 532 | |
| 7 7/8" | YGA | 545 | R |
| 7 7/8" | YGV | 635 | |
| 8 1/2" | YGA | 635 | |
| 9 7/8" | YGA | 715 | |
| 9 7/8" | YGV | 535 | RF |
| 11” | YGA | 745 | G |
| 12 1/4" | YGA | 835 | R |
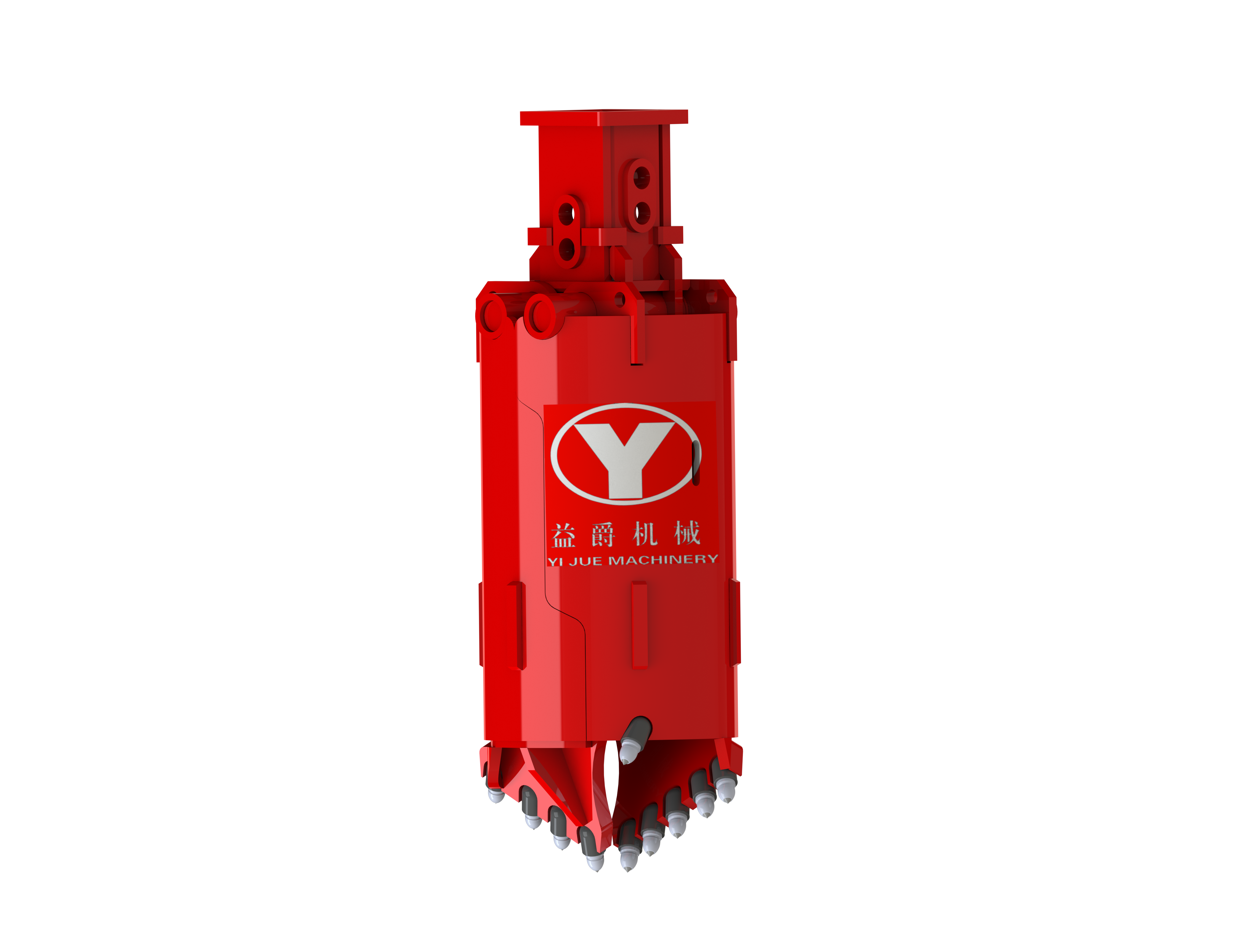
Жогорку айлануу жылдамдыгы (RPM) жана жогорку WOB (талаа башына түшкөн салмаа) шарттарында караңгылуу иштөөгө ыңгайлуу. Бул бургулаш башы традициялык чөкмөлөрдөн тышкары, бир нече катмарлуу гетерогендүү чөкмөлөрдө жана күчтүү импульстук термелүүлөрдө да бургулаш үчүн долбоорлонгон.
1. Жүзүп жүрүүчү подшипник структурасын колдонот. Жүзүп жүрүүчү компоненттер жогорку берилгичтикке, жогорку эластиктике, жогорку температурага чыдамдуулукка жана жогорку износко чыдамдуулукка ээ болгон жаңы материалдан жасалган, алардын бети катуу смазка менен иштетилген. Бул подшипник жуптарынын салыштырмалуу сызыктуу жылдамдыгын төмөндөт жана трение бетинин температурасынын көтөрүлүшүн азайтат, натыйжада жогорку WOB же жогорку RPM шарттарында подшипниктин өмүрү жана надеждүүлүгүн тейлөөгө жардам берет.
2. Жогорку тактыктуу металл тыгыздоочуларды колдонот. Металл тыгыздоочу — бир-бирине тиешелүү түрдө иштелип чыгарылган эки металл тыгыздоочу сакынчалардан турат, алар подшипниктин осьтук динамикалык тыгыздоочулары катары иштейт; шанк жана конустун тыгыздоочу аймактарында статикалык тыгыздоочулар катары эки жогорку эластик резиналык энергияландыруучу сакынчалар орнашкан. Оптималдуу тыгыздоочу басымы металл сакынчалардын эки тыгыздоочу бетинин жакшы тийишүүсүн камсыз кылат.
3. Жогорку айлануу жыштыгында (RPM) иштөөгө ыңгайлуу шарлык блоктолгон конустарды колдонот.
4. Бардык резиналык май коймасын камтыйт, ал басымдын айырымын чектейт жана буруу суюктугун майлау системасына кирүүсүн токтотот, подшипник системасына жакшы майлау камсыз кылат.
5. 250°C чейинки температурага чыдамдуу жана издөөгө каршы касиеттери бар жаңы жогорку температура майын колдонот.
6. Киргизилүүчү кескичтер үчүн: таштактын төзүмдүүлүгүн жана кесүү өнүмдүүлүгүн максималдуу деңгээлде камсыз кылуу үчүн оптималдуу сапаттагы карбид киргизилүүчү кескичтерди, катарлардын санын, тиштердин санын, тиштердин чыгыш бийиктигин жана киргизилүүчү кескичтин профилин колдонот. Болот тиштүү кескичтер үчүн: тиштердин бети таштактын төзүмдүүлүгүн жогорулатуу үчүн жаңы таштактын төзүмдүү материалдары менен капталган, бул ROP (тунелге киргизүү тездигин) жогору деңгээлде сактап, тиштердин иштөө мөөнөтүн узартат.
Катуу таштактарда кеңири таралган традициондук таш кескичтеринин айрым түрлөрүнүн (тисхтердин сынгысы, тиштердин таштактан тозушу, конустун учунун тозушу жана кескичтин диаметринин жоголушу) иштебей калышын болгоо үчүн атайын катуу таштактар үчүн кескич иштелип чыккан. Бул кескич металл беттик тыгыздаштыруучуларды жана катуу таштактардын шарттарына ылайыкташтырылган күчөтүлгөн муун-аркалык структураларды камтыйт.
1. Узун иштөө мөөнөтү, жогору надеждүүлүк, тез ROP (тунелге киргизүү тездиги) жана жогору деңгээлдеги диаметр сактоо.
2. Катуу, жогору абразивдүү таштактарда бургулоого идеалдуу тандоо.
3. Өлчөмдөрүнүн диапазону: 7 7/8"ден 12 1/4"гө чейин.
4. Кескичтин иштөө мөөнөтүн узартуу жана иске жарамдуулугунун жогору деңгээли.
Журналдык подшипник толугу менен автоматташтырылган беттик катуу кайра чапталуу келбети жана износко төзүмдүү легирленген металлдан жасалган, ал эми конустун ичиндеги ойдуң 3-буурунду жогорку сапаттагы композиттүү катуу майлангыч менен капталган. Бул подшипниктин жүктөрдү кабыл алуу чыдамдуулугун жогорулатат жана композиттүү катуу майлангыч менен жетилдирелген синтетикалык майлангычтын бирдиктүү таасири аркылуу подшипниктин иштөө шарттарын жакшыратат, анда подшипник жогорку WOB (Битке тийгизилген салмақ) чыдай алат.
Конустун учуна күчөтүү технологиясы
Катуу тектер үчүн долоттор конустун учуна күчөтүү технологиясын колдонуп, долоттун конустун учунын изноосун азайтат жана долоттун пайдалануу мөөнөтүн узартат. Сандык моделирлөө жана оптималдаштыруу
Сандык эксперименттер
Чыныгы долоттоо шарттарын моделирлөө үчүн жетилдирелген компьютердик 3D-симуляция технологиясы колдонулат, ал физикалык эксперименттер менен бирге катуу тектер үчүн кесүү структураларын долоттоо үчүн дизайндоо үчүн колдонулат.
Оптималдаштырылган тиштин геометриясы жана материалдары
Таш түзүлүшүнүн бургулоочулугуна байланыштуу айырмачылыктарга ылайык, тиш материалдары жана геометриялары тиш сынып калбашы үчүн, издөөгө каршы туруучулукту жакшыртуу үчүн жана узак мөөнөттүү кесүүчүлүктү сактоо үчүн туура тандалат.



YIJUE-ны танлоо, Уураа танлоо
Copyright © Wuhan Yi Jue Tengda Machinery Co., LTD