ขั้นตอนการผลิต
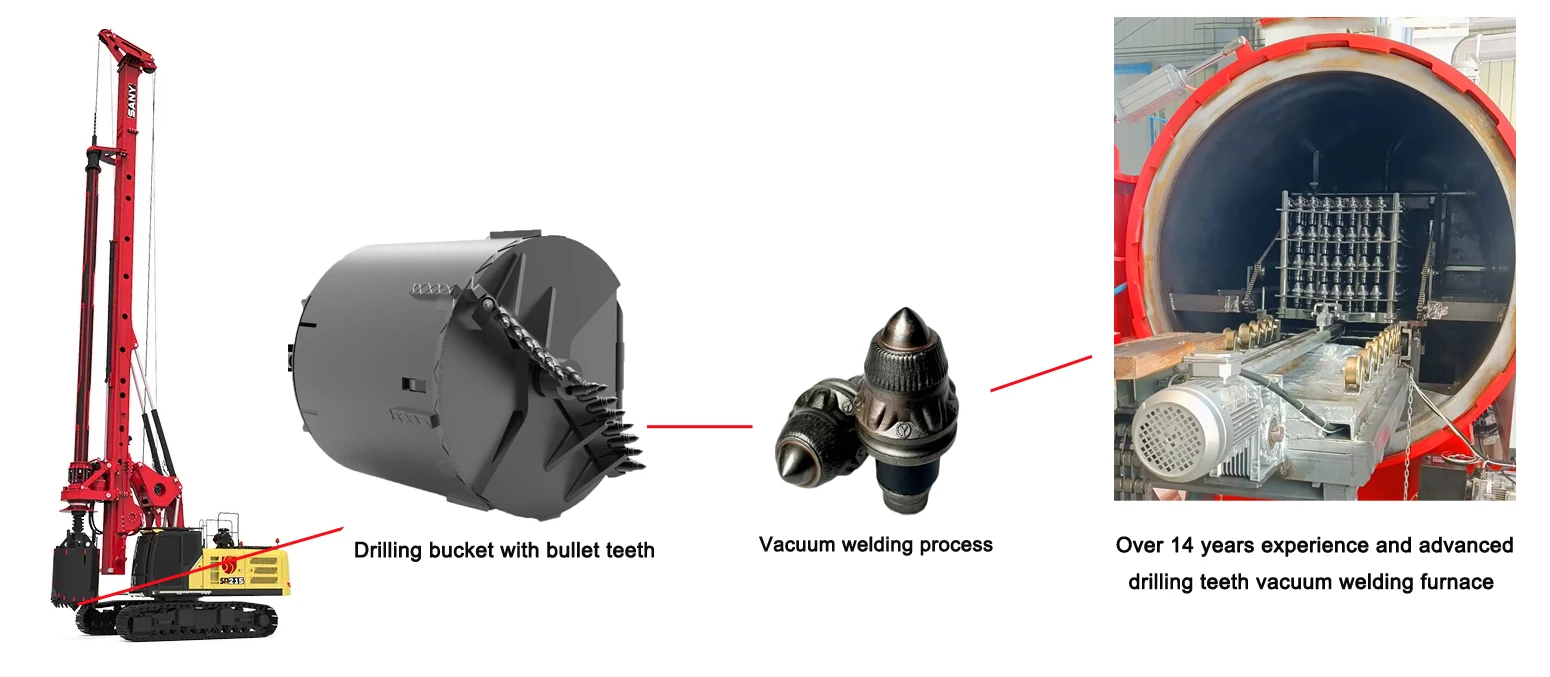
1.การตัดวัสดุดิบ→2.การหล่อ→3.การกลึง→4.การเจาะและการกัด→5.การทำทราย→6.การเชื่อม→
1.การตัดวัสดุดิบ→2.การหล่อ→3.การกลึง→4.การเจาะและการกัด→5.การทำทราย→6.การเชื่อม→
7.การบำบัดความร้อน→8.การทำทรายอีกครั้ง→9.การเคลือบกันสนิม→10.การแพ็ค


หมายเลขรุ่น |
ขนาดร่างกาย |
วัสดุตัวเครื่อง |
Body HRC |
ขนาดคาร์ไบด์ |
วัสดุคาร์ไบด์ |
คาร์ไบด์ HRC |
พื้นแข็ง |
การใช้งาน |
55-8T19 |
3055 |
42CrMo |
42-45 |
19 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
8 จุดคาร์ไบด์ |
6000KPa-10MPa |
60-12T22 |
3060 |
42CrMo |
42-45 |
22 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
12 จุดคาร์ไบด์ |
10MPa-30MPa |
60-14T24 |
3060 |
42CrMo |
44-46 |
24 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
จุดเชื่อม 14 จุด |
20MPa-40MPa |
60-14T26 |
3060 |
42CrMo |
44-46 |
26 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
จุดเชื่อม 14 จุด |
30MPa-60MPa |
60-26KF |
3060 |
42CrMo |
44-46 |
26 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
ชั้นป้องกันการสึกหรอ |
50MPa-70MPa |
60-28KF |
3060 |
42CrMo |
44-46 |
28 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
ชั้นป้องกันการสึกหรอ |
50MPa-80MPa |
60-28K |
3060 |
42CrMo |
44-46 |
28 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
30MPa-70MPa |
|
60-30K |
3060 |
42CrMo |
44-46 |
30 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
50MPa-80MPa |
|
60-30NX |
3060 |
42CrMo |
48-50 |
30 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
ชั้นป้องกันการสึกหรอ |
60MPa-90MPa |
B47K22H B47K19H |
3050 |
42CrMo |
42-45 |
22 หรือ 19 |
สายสลัดวอล์ฟเทนซ์เมนโคบัลต์ |
69-70 |
800Kpa-5Mpa |






เลือก YIJUE เลือกความสำเร็จ
ลิขสิทธิ์©หวู่ฮั่น Yi Jue Tengda Machinery Co., LTD